Cosímetro
Category : Automação Industrial , Elétrica
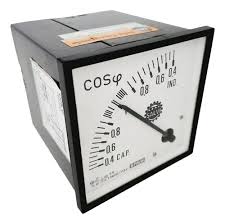
Cosímetro (ou cossefímetro) é um equipamento utilizado para medir o fator de potência (cos ∅) em um circuito de corrente alternada.
O cosímetro, também conhecido como cossefímetro, cossenofímetro ou cofímetro, é um instrumento de medição elétrica utilizado para medir o fator de potência (cos ø) em circuitos de corrente alternada.
Ele indica a defasagem entre a tensão e a corrente elétrica, sendo essencial para monitorar a eficiência energética e evitar multas por energia reativa.
Principais características
Função: Mede a relação entre a potência ativa (W) e a potência aparente (VA), expressando o valor do fator de potência.
Tipos: Pode ser analógico (ponteiro) ou digital.
Aplicação: Utilizado em painéis elétricos industriais para verificar se cargas indutivas ou capacitivas estão operando corretamente.
Funcionamento: Geralmente baseado no método de bobinas móveis ou circuitos eletrônicos que comparam a fase de tensão e corrente.
Um cosímetro monofásico só irá ler corretamente se pegar a tensão de linha e corrente de linha ou fase-neutro. Mas teria que ser ambos, tanto corrente quanto tensão.
Se tiver um que pega fase-fase na tensão e fase-neutro na corrente, com certeza ele tem internamente um defasador pra corrigir o ângulo.
Se for trifásico vale a mesma regra. Se tiver um TP – Transformador de Potencial em triângulo, o TC – Transformador de Corrente também terá que ser triângulo. Se for estrela, ambos precisam ser estrela, a não ser que internamente ele possua compensação.
Um cosímetro monofásico (ou wattímetro de potência reativa) só faz a leitura correta se a tensão e a corrente forem medidas de forma coerente em relação ao sistema.
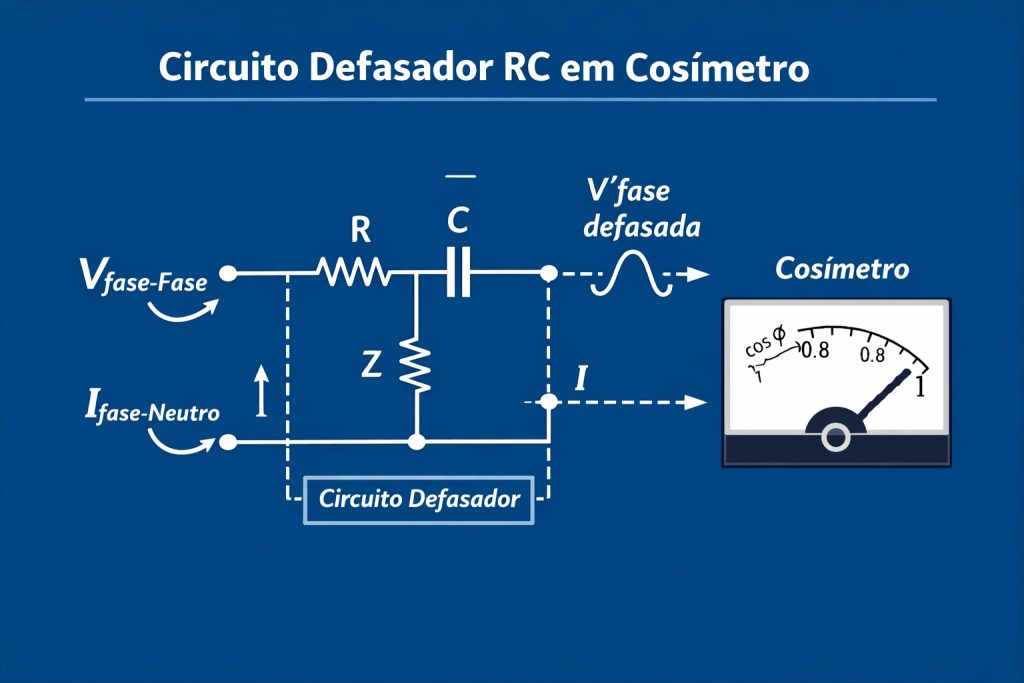
Se medir tensão fase-fase e corrente fase-neutro, há um descompasso natural: a referência da tensão não está na mesma referência da corrente. Para que o cosímetro consiga calcular corretamente o ângulo entre tensão e corrente, ele precisa de um circuito interno que faça a defasagem adequada — normalmente um defasador RC ou um transformador auxiliar que corrige essa diferença.
Em termos práticos:
- Se o aparelho fosse puramente analógico e não tivesse esse defasador, a leitura seria incorreta, porque o ângulo medido não corresponderia ao verdadeiro fator de potência (FP).
- Os cosímetros modernos (digitais) já fazem esse ajuste internamente via processamento, então podem aceitar diferentes combinações de entrada (fase-fase ou fase-neutro) e entregar o valor correto.
Ou seja: quando temos um cosímetro que aceita tensão fase-fase e corrente fase-neutro, podemos ter certeza de que há um circuito interno de correção de ângulo.
No funcionamento prático:
- O resistor e o capacitor em série criam uma defasagem de 30° na tensão de referência.
- Essa tensão defasada é aplicada ao sistema de medição, permitindo que o instrumento calcule o fator de potência real mesmo quando a corrente é medida em relação ao neutro.
- Em alguns casos, também se usa um pequeno transformador auxiliar para ajustar amplitude e fase.
Esse truque é essencial porque, sem o defasador, o cosímetro mostraria um valor incorreto de cos φ.
👉 Em resumo: o defasador interno garante que a tensão de referência esteja “em fase” com a corrente medida, corrigindo o descompasso entre fase-fase e fase-neutro.
O circuito defasador interno do cosímetro não aplica uma defasagem fixa de 30°, e sim ajusta o ângulo de referência para compensar essa diferença geométrica entre as tensões. Em instrumentos analógicos, isto é, feito com uma rede RC calibrada para gerar aproximadamente 30° de atraso ou avanço, dependendo da configuração de medição.
🔧 Em resumo:
- Tensão fase-fase está 30° adiantada ou atrasada em relação à fase-neutro.
- O cosímetro precisa corrigir esse ângulo para que a tensão e a corrente correspondam à mesma fase elétrica.
- O defasador interno é projetado especificamente para esse valor (30%), não para 90°, que seria típico de um medidor de potência reativa (VARímetro), não de fator de potência.
Conclusão
Quando usamos cosímetro ele precisa de pelo menos uma tensão e uma corrente. De preferência que ambas sejam fase-fase ou fase-neutro. Nunca uma fase-fase e a outra fase-neutro, senão vai gerar diferença de 30°. Alguns cosímetros aceitam isso e corrigem internamente esse ângulo.
Nota
Cosímetro (ou cossefímetro) e cosímetro são nomes diferentes para o mesmo instrumento de medida elétrica.
Aqui estão os pontos principais sobre eles:
- Sinônimos: Ambos os termos, junto com “cosenofímetro” ou “cofímetro”, referem-se ao aparelho que indica o cosseno da defasagem entre a tensão e a corrente.
- Função: Medir o fator de potência, indicando se a carga é indutiva (corrente atrasada) ou capacitiva (corrente adiantada).
- Tipos: Podem ser analógicos (ponteiro) ou digitais, utilizados em painéis de controle, comando e medição.
Portanto, não há diferença funcional entre eles; são apenas variações na nomenclatura para o mesmo dispositivo de medição.
Fonte: Wikipedia.